

以下是:淮南市田家庵区小口径油缸管的产品参数
产品参数 产品价格 7元 发货期限 电仪 供货总量 不限 运费说明 2天 产地 聊城 类型 绗磨管 材质 钢管 可定制 是 品牌 九冶 范围 小口径油缸管供应范围覆盖安徽省、淮南市、田家庵区、大通区、谢家集区、八公山区、潘集区、凤台县等区域。 【九冶】业务覆盖多元场景,提供以下产品和服务:潘集绗磨管好品质售后无忧、八公山绗磨管现货交易等。小口径油缸管,九冶管业(淮南市田家庵区分公司)为您提供小口径油缸管,联系人:李经理,电话:【0527-88266888】、【0527-88266888】。 安徽省,淮南市,田家庵区 1949年,撤销田家庵镇。建置田家庵市。1966年,田家庵区改名为向阳区。1972年,恢复田家庵区名。驻有:安徽理工大学、淮南师范学院、淮南联合大学、淮南职业技术学院、安徽工贸职业技术学院。
一分钟的时间,对于了解我们的小口径油缸管产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
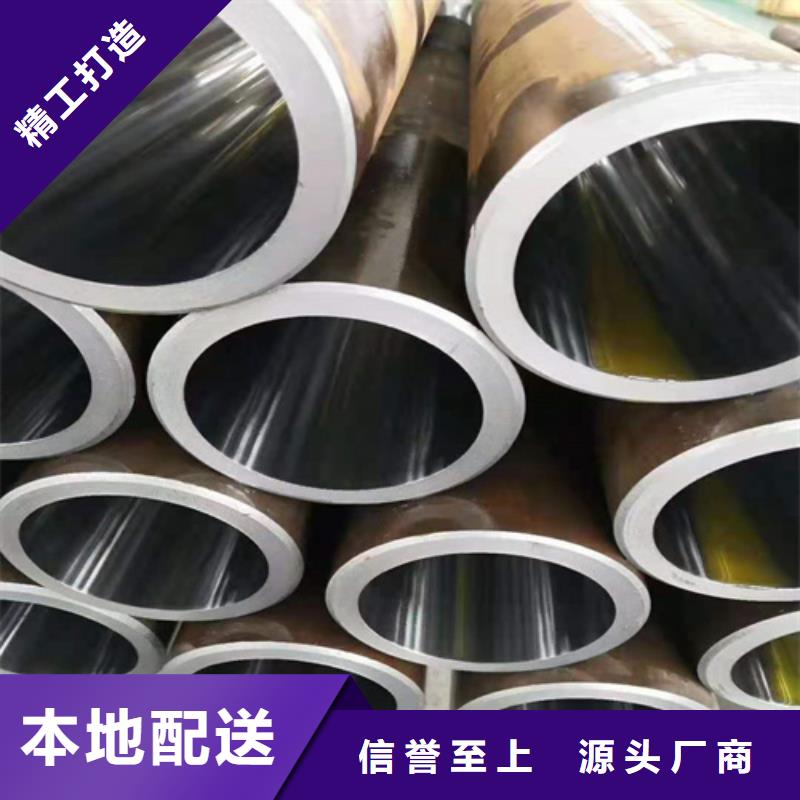
以下是:淮南田家庵小口径油缸管的图文介绍冷拔珩磨管适合用在哪些领域?像航天、航空这样的领域中,所配置的系统和零部件要求都是非常高的了,就以其发动机的环控系统中所用的管材来说,就不能随意选用。这里要给大家的是冷拔珩磨管,因为这种管材具有强度高、抗氧化、抗辐照、组织稳定性好、热加工及焊接性能优良等特点,且成本较低,因此特别适合上述那样的特殊场合。作为冷拔珩磨管的加工工艺也是极其复杂的,需要先通过热挤压或机加工得到所需尺寸的管坯;再在轧管机上经过多道次退火、冷拔加工成成品管;后再对成品管材进行热处理,获得力学性能和显微组织符合要求的管材。不管是冷拔过程中还是热处理过程中,影响其性能和质量的因素都比较多,所以对加工工艺和热处理工艺的研究是非常有必要的
上述这些问题都是关于珩磨管的,给出具体答案好让大家通过学习,来清楚明白,有正确认识,这样,也可以避免出错,进而,在产品的使用及利用上,其使用效果。珩磨管,就是经过绗磨加工的无缝钢管。珩磨是一种机械加工工艺,通过珩磨头对冷拔管内孔进行往复高速磨加工工艺加工,使内孔达到我们所需要的公差尺寸及表面粗糙度要求。根据客户要求珩磨加工,能达到公差范围(如H7,H8,H9等),粗糙度能达到Ra0.4,椭圆度达到3~5丝范围内,长度长能到8m。珩磨管采用滚压加工,由于表面层留有表面残余压应力,可以帮助于表面微小裂纹的封闭,阻止侵蚀作用的扩展。从而增加表面抗腐蚀能力,并能减小疲劳裂纹的产生或扩大,因而增加珩磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的性和塑性变形,滚压后,表面粗糙度值的减小,可增加配合性质
淮南田家庵九冶管业有限公司位于丁块工业园。地理环境优越,交通便利。我司主要是以生产 绗磨管等产品为主的一家企业,公司严格执行ISO9001:2000质量管理体系标准,不断根据市场需求来改进完善现有的产品,实时开发新产品,公司主要产品 系列: 绗磨管等系列。公司宗旨是“质量di yi 用户之上 科技为本 不断创新”,用z u i低廉的价格创造z u i优质的产品, 我们热忱期待着与您携手合作,谋求共同发展,开创二十一世纪新纪元。
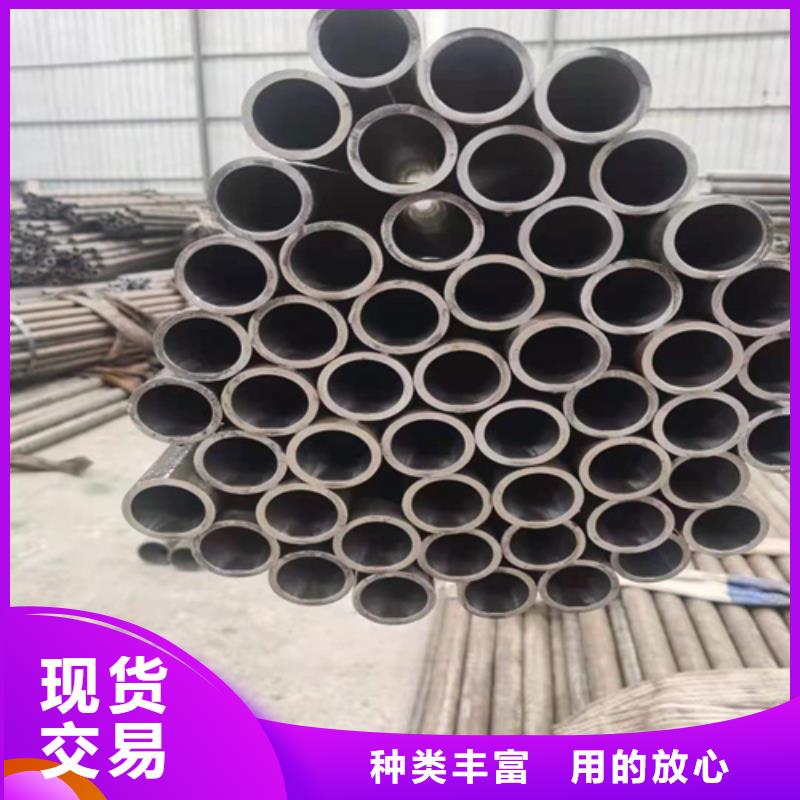
45#绗磨管滚压工艺光洁度是效的 油缸是工程机械主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3um减小为Ra0.4~0.8&um,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据说明,滚压工艺是的,能大大提高缸筒的表面质量。
45#绗磨管油缸经过滚压后,表面没有锋利的微小刃口,长时间的运动摩擦也不会损伤密封圈或密封件,这点在液压行业特别重要
您是想要在淮南市田家庵区采购高质量的小口径油缸管产品吗?九冶管业(淮南市田家庵区分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的小口径油缸管产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李经理-【0527-88266888】,地址:《丁块工业园》。











